
fanuc系统g参数,功能与应用
时间:2024-11-28 来源:网络 人气:
FANUC系统G参数详解:功能与应用
FANUC数控系统是全球范围内应用广泛的数控系统之一,其G参数在数控编程中扮演着至关重要的角色。本文将详细介绍FANUC系统中的G参数,包括其功能、应用以及注意事项。
一、FANUC系统G参数概述
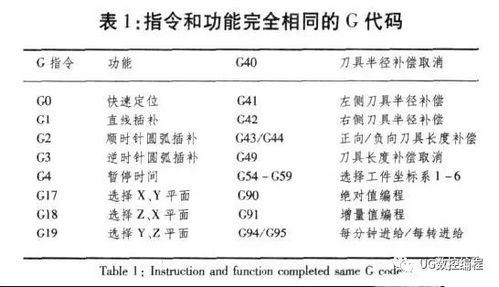
FANUC系统中的G参数,即G代码,是一组用于控制数控机床运动和加工过程的指令。G代码与M代码(辅助功能代码)共同构成了数控编程的基础。G代码的主要功能包括定位、插补、刀具补偿、固定循环等。
二、FANUC系统G参数功能详解

1. 定位(G00、G01等)
定位指令用于控制机床快速或精确移动到指定位置。G00为快速定位指令,G01为直线插补指令。通过设置不同的G代码,可以实现不同类型的定位方式。
2. 插补(G02、G03等)
插补指令用于控制机床在两个或多个点之间进行平滑运动。G02为顺时针圆弧插补指令,G03为逆时针圆弧插补指令。通过设置不同的G代码,可以实现不同类型的插补方式。
3. 刀具补偿(G40、G41、G42等)
刀具补偿指令用于补偿刀具半径和长度误差,确保加工精度。G40为刀具半径补偿取消指令,G41为刀具半径左补偿指令,G42为刀具半径右补偿指令。
4. 固定循环(G81、G82等)
固定循环指令用于简化常见的加工过程,如钻孔、攻螺纹等。通过设置不同的G代码,可以实现不同类型的固定循环。
三、FANUC系统G参数应用实例
以下是一个简单的FANUC系统G参数应用实例,用于说明如何使用G代码进行直线插补和圆弧插补。
1. 直线插补(G01)
G21 G90 G0 X100 Y100
G1 X200 Y200 F100
该程序首先将坐标系设置为米制单位(G21),然后以绝对坐标方式(G90)快速定位到X100、Y100的位置。接着,以100mm/min的速度进行直线插补到X200、Y200的位置。
2. 圆弧插补(G02、G03)
G21 G90 G0 X100 Y100
G2 X150 Y150 I50 J0
G3 X100 Y100 I-50 J0
该程序首先将坐标系设置为米制单位(G21),然后以绝对坐标方式(G90)快速定位到X100、Y100的位置。接着,以顺时针方向进行圆弧插补到X150、Y150的位置,圆心坐标为I50、J0。以逆时针方向进行圆弧插补回到X100、Y100的位置。
四、FANUC系统G参数注意事项
1. 正确设置G代码参数
在使用G代码时,必须确保正确设置参数,以避免出现错误或异常情况。
2. 注意G代码的优先级
在多个G代码同时使用时,要注意G代码的优先级,确保程序按照预期执行。
3. 遵循编程规范
在编写G代码程序时,应遵循编程规范,以提高程序的可读性和可维护性。
FANUC系统G参数在数控编程中具有重要作用。了解G参数的功能、应用和注意事项,有助于提高数控编程的效率和加工精度。本文对FANUC系统G参数进行了详细解析,希望对读者有所帮助。
相关推荐


教程资讯
教程资讯排行
- 1 安卓系统清理后突然卡顿,系统清理后安卓手机卡顿?揭秘解决之道!
- 2 安卓系统车机密码是多少,7890、123456等密码详解
- 3 vivo安卓系统更换鸿蒙系统,兼容性挑战与注意事项
- 4 dell进不了bios系统,Dell电脑无法进入BIOS系统的常见原因及解决方法
- 5 希沃白板安卓系统打不开,希沃白板安卓系统无法打开问题解析
- 6 x9手机是安卓什么系统,搭载Funtouch OS3.0的安卓体验
- 7 安卓系统优学派打不开,安卓系统下优学派无法打开的解决攻略
- 8 安卓车机怎么查系统内存,安卓车机系统内存检测与优化指南
- 9 Suica安卓系统,便捷交通支付新体验
- 10 12pm哪个系统最好,苹果12哪个版本的系统更省电更稳定









