
fanuc系统 m代码,功能与应用
时间:2024-11-30 来源:网络 人气:
FANUC系统M代码详解:功能与应用
FANUC系统作为数控机床领域的重要品牌,其编程语言中的M代码是辅助功能代码,用于控制机床的辅助动作。本文将详细介绍FANUC系统M代码的功能和应用。
一、M代码概述
M代码,全称为辅助功能代码,是FANUC系统编程语言中的一部分。它主要用于控制机床的辅助动作,如主轴的启停、切削液的开关、刀具的更换等。M代码与G代码不同,G代码主要用于控制机床的运动轨迹,而M代码则侧重于控制机床的辅助功能。
二、常用M代码及其功能
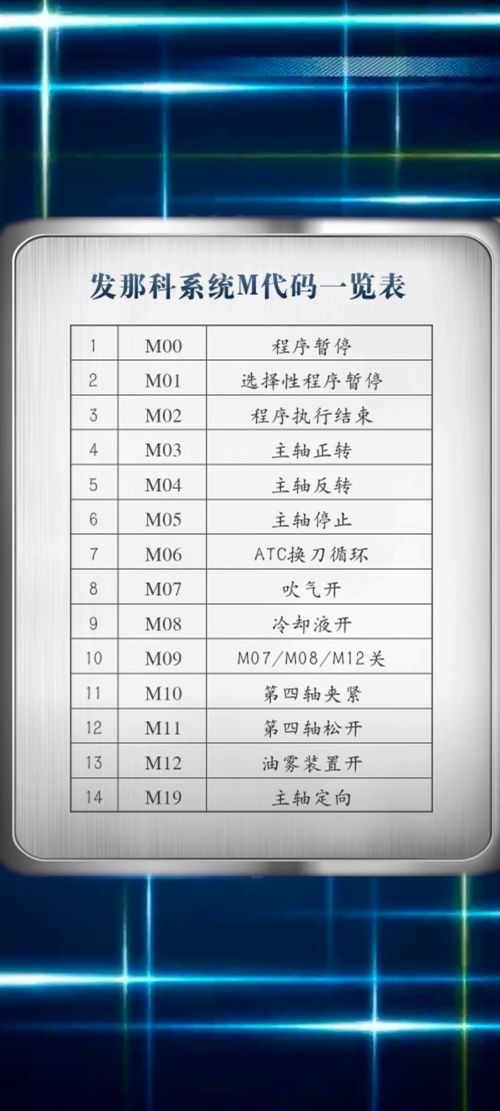
1. M0:程序停止
M0代码用于停止程序执行,但不返回程序开头。在程序执行过程中,按下循环启动按钮后,程序将继续执行。
2. M1:程序选择性停止
M1代码用于程序执行过程中的选择性停止。在程序执行过程中,按下循环启动按钮后,程序将继续执行;按下复位按钮,程序将停止执行。
3. M2:程序结束
M2代码用于结束程序执行,并将程序返回到开头。执行M2代码后,程序将停止执行,并返回到程序开头。
4. M3:主轴正转
M3代码用于控制主轴正转。在程序执行过程中,执行M3代码后,主轴将按照设定的转速正转。
5. M4:主轴反转
M4代码用于控制主轴反转。在程序执行过程中,执行M4代码后,主轴将按照设定的转速反转。
6. M5:主轴停止
M5代码用于控制主轴停止。在程序执行过程中,执行M5代码后,主轴将停止转动。
7. M6:刀具交换
M6代码用于控制刀具交换。在程序执行过程中,执行M6代码后,机床将按照设定的顺序进行刀具交换。
8. M8:切削液开启
M8代码用于控制切削液开启。在程序执行过程中,执行M8代码后,切削液将开启,为加工提供冷却。
9. M9:切削液关闭
M9代码用于控制切削液关闭。在程序执行过程中,执行M9代码后,切削液将关闭,停止为加工提供冷却。
10. M30:程序结束返回开头
M30代码用于结束程序执行,并将程序返回到开头。执行M30代码后,程序将停止执行,并返回到程序开头。
三、M代码的应用

1. 主轴控制
通过M3、M4、M5代码,可以实现对主轴的正转、反转和停止控制,以满足不同的加工需求。
2. 切削液控制
通过M8、M9代码,可以实现对切削液的开启和关闭,为加工提供冷却,提高加工质量。
3. 刀具交换
通过M6代码,可以实现对刀具的自动交换,提高加工效率。
4. 程序控制
通过M0、M1、M2、M30代码,可以实现对程序执行的控制,如停止、结束、返回开头等。
FANUC系统M代码是数控机床编程中不可或缺的一部分,它用于控制机床的辅助动作,提高加工效率和质量。掌握M代码的应用,对于数控编程人员来说至关重要。

教程资讯
教程资讯排行
- 1 安卓系统清理后突然卡顿,系统清理后安卓手机卡顿?揭秘解决之道!
- 2 安卓系统车机密码是多少,7890、123456等密码详解
- 3 vivo安卓系统更换鸿蒙系统,兼容性挑战与注意事项
- 4 希沃白板安卓系统打不开,希沃白板安卓系统无法打开问题解析
- 5 dell进不了bios系统,Dell电脑无法进入BIOS系统的常见原因及解决方法
- 6 x9手机是安卓什么系统,搭载Funtouch OS3.0的安卓体验
- 7 安卓系统优学派打不开,安卓系统下优学派无法打开的解决攻略
- 8 安卓车机怎么查系统内存,安卓车机系统内存检测与优化指南
- 9 Suica安卓系统,便捷交通支付新体验
- 10 12pm哪个系统最好,苹果12哪个版本的系统更省电更稳定




![游戏 [][][] 创意齿轮](/uploads/allimg/20251218/9-25121R03143202.jpg)



